
The XY-3 SE is a new 3D filament printer from Tronxy. You can get it as a stand alone 3D printer but more interestingly it’s also available as a 3-in-1 printer with an additional laser engraving and dual extruder head. And the price with these additional heads is quite appealing – currently around £350 or $459.
The printer has automatic bed levelling, a colour touch screen, a decent sized print volume and a twin screw z axis together with a timing belt that should provide more accurate prints.
If you’re new to 3D printing I’d recommend taking a look at my review of the budget Creality Ender 3, that also includes an introduction to 3D printing.
Setup

The printer comes well packaged and includes the tools required for assembly and some spare parts including rather generously a spare hot end. The model I’m testing also came with the laser attachment and dual extruder. The user manual does a decent job of guiding you through assembly and setup, and there’s an accompanying video too.
The only thing missing is a pair of side cutters for trimming filament and tidying up prints with supports. My printer also didn’t come with a UK power lead, but it uses a standard kettle lead.

Assembly is straightforward and should take between 15 and 30 minutes. The upper assembly is bolted to the base with 8 bolts.

And the labelled cables just need plugging in. Then attach the handle and spool holder.

I did find some of the blue paint flaked off during assembly.

It’s worth checking if the upper assembly is perpendicular to the base. The build quality is ok considering the price of the printer.

The printer comes with a glass bed which is attached quite neatly with 4 small clamps. I’d much prefer a magnetic PEI spring steel sheet, like you get on the Prusa printers and the Anycubic Vyper I just reviewed. It makes removing prints so much easier, but this works pretty well as we’ll come back to.

If the print head, bed or gantry have any play there are eccentric nuts that can be tightened as required, but make sure everything can still move smoothly. The head on my printer was quite loose.

Also check the X and Y belt tension and loosen the bolts that hold the adjusting plates in place to tighten them. I would have preferred to have seen a tensioning knob, particularly for the Y axis belt where you have to remove a cover plate first to access the tensioning plate.

Make sure the voltage switch is set correctly for your region. It was already set to 220V which is correct for the UK.
After turning on the printer you’ll need to level the bed. I’d recommend preheating the nozzle and bed first. Tap on Tool | Preheat, and tap the bed (flame icon) and extruder (nozzle icon) fields to start heating them both up to a preset 50°C and 200°C. You can adjust these values with the left and right arrow.

Bed levelling is a slightly confusing process. Tap on Tool | Level and then choose Auto. The bed levelling probe will take measurements at 16 locations which is quite slow. The results will be displayed in a table and with the latest firmware the highest and lowest points are highlighted in red. The idea is that none of the measurements should be over negative or positive 0.5 – implying that the mesh bed levelling can cope with a variation of up to 1mm in the bed height but no more.
You’ll need to use the levelling adjustment knobs to get this as close as you can. Tighten the knob clockwise if there’s a negative number and loosen the knob for a positive number. Then repeat the auto levelling procedure until all the numbers are between -0.5 and +0.5.

Then you need to set the Z offset – basically the height of the nozzle over the bed. Tap the Z offset icon and place a piece of paper underneath the nozzle. Adjust the nozzle until it just scratches the sheet of paper. Choose the movement increments carefully so you don’t crash the nozzle into the bed.
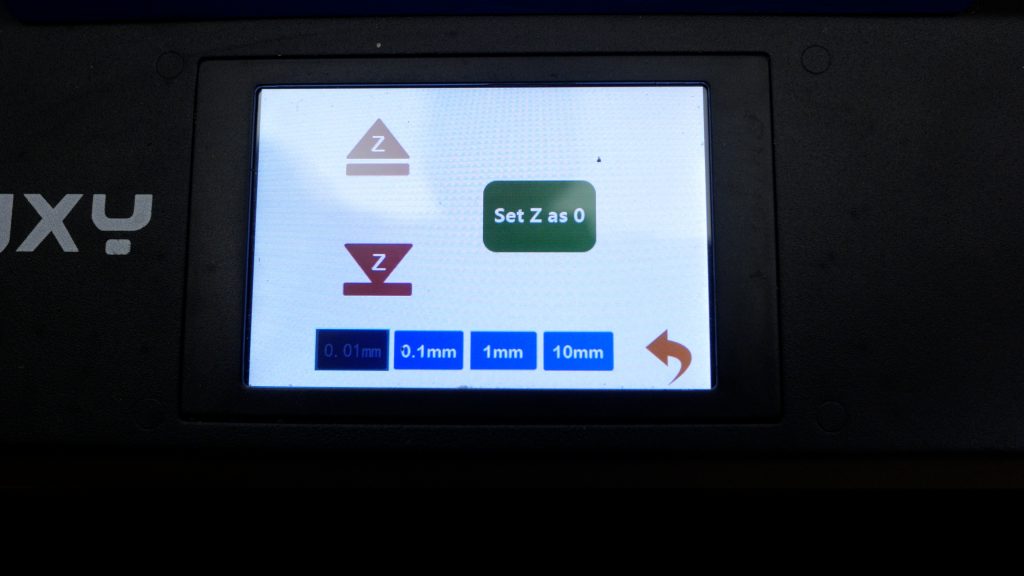
Then tap on “Set Z as 0”. There’s no confirmation beep or anything to indicate this has been saved in the current firmware, but I’m assured this will be added in the next release.

You can check the firmware you’re on in System | Info.

To update, you need to download the latest firmware and unzip the Update folder into the root directory of the micro SD card. Then turn the printer on with the SD card inserted for the printer to automatically update.

I ran a test print with some of the included PLA. Ensure you’ve preheated the printer as I described above. Trim the filament at an angle and try to straighten it before feeding through the filament runout sensor and into the extruder. It can be a little fiddly getting it to appear out the other side into the teflon tube.

Keep pushing it manually until it’s most of the way through the teflon tube and then go to Tool | Filament and tap the E1 icon to start extruding filament all the way to the nozzle. Once you’re happy all’s working correctly, tap on Stop.
You can just push the filament manually until it oozes out of the nozzle which is what I usually do. But doing it via the Filament menu avoids accidentally trying to force it out the hotend without the hotend being up to temperature, since the printer will prevent a “cold extrusion”.

Then tap on Print and choose one of the already sliced models off the SD card.
I’d recommend starting with the calibration cube. In the latest firmware you can adjust the Z height if the filament’s not sticking, or is too squished. Tap on the Settings icon, and raise the Z height up or down. Note this setting is remembered for your next print.

Here you can also adjust print speed, temperatures, hotend and part cooling fan speeds and the flow rate.
Performance
The Tronxy XY-3 SE is a Fused Deposition Modeling or FDM printer with a well sized 255mm x 255mm x 260mm build volume and a basic Ender 3 style hotend fitted with a 0.4mm nozzle. The hotend can reach 275°C and the heated bed 110°C according to the manual. But I wouldn’t try printing anywhere near those temperatures without swapping out the hotend for an all-metal one that doesn’t have the PTFE tube all the way to the nozzle. You should still be able to print PLA, PETG, ABS and possibly flexible TPU, although that will depend more on the rather basic extruder.
The printer weighs 11.9kg and measures 420 x 440 x 510mm although with the spool holder and the bed movement you’ll need a considerable amount of room to use this printer.
The 9cm, 3.5” colour touch screen is quite responsive and apart from the levelling the printer is fairly easy to use.

The calibration cube came out ok, although there was some elephant footing with the base slightly splayed.

Next I tried the articulated lizard also on the SD card, this time in eSUN PLA+ which also printed successfully albeit with a little stringing. Although it did take almost 11 hours to finish!

The printer will attempt to automatically resume a print after a power failure. I pulled the plug mid print and it did manage to continue from where it left off, although it’s hard to avoid a small blob of filament as it heats back up.

I tested the runout sensor too. You’ll get a message that you’ve run out of filament and the print head will move to its home position. You’ll then get presented with the Filament screen to load more filament. Tap the E1 up arrow to unload the remaining filament and then load new filament as before. When you tap Back the print will continue. This worked as it should and with both a simulated power cut and the filament running out, the print still completed successfully.
With the initial testing out the way it was time to slice some of my own models. Tronxy wants you to use their Tronxy Slicer, which is basically an old version of Cura with their branding. Even so, you still need to manually setup the XY-3 SE referring to the manual. I’m not sure why they can’t have their own software already configured for this printer.

I tried printing a few models with Tronxy Slicer and got decent results with straightforward prints, but if you’re used to the latest version of Cura or PrusaSlicer you’ll find it very limiting, especially with trickier prints. There is a PDF on the SD card that provides some suggestions for setting up Cura but it’s not entirely clean and again I’m not sure why Tronxy don’t just provide a Cura profile. Hopefully the printer and associated profiles will be added to Cura’s database soon.
They don’t provide any help with setting up PrusaSlicer which is my favoured slicer, and there aren’t any Tronxy printers in PrusaSlicer to base a custom profile. Still I did manage to create a custom profile which gave decent results.

I did have a few issues with clogging, even with the single extruder. This is partly due to the hotend design and partly due to the very basic extruder. Additionally the printer uses a Bowden setup with the print head connected to the extruder by a rather long length of teflon tubing due the printer’s size. This means the extruder has to work quite hard with retractions on more complex prints. Tronxy has 8mm of retraction setup in their profiles which is a massive amount, even for a Bowden printer.

The simple hotend design does it least make it quite simple to clean out the hotend if you do get any issue. Although I had to do it so many times, I ended up snipping the fan cables and crimping / soldering JST connectors to make removing the fan shroud much easier. This is also useful for swapping to the dual extruder which I’ll come back to.
If you do get a blockage, set the temperature of the nozzle to 240°C and remove the fan shroud and then the silicone sock surrounding the heater block. Holding the heater block with some pliers, carefully unscrew the nozzle with a 8mm socket. Then use a spanner to remove the coupler and pull out the Teflon tube and any filament. Now with a spare bit of Teflon tube which is supplied you can slider it back and forth through the heat break cleaning out any residual filament.
Reinstall the nozzle, again holding the heater block and make sure it’s tight against the heat break – there should be a small gap between the nozzle and heater block. Make sure the PTFE tube is clear of any filament and push it all the way into the heat break so it bottoms out against the top of the nozzle. This is very important otherwise filament will squeeze out between into any small gap between the nozzle and heat break. I actually upgraded the PTFE tube to more temperature resistant Capricorn tubing which I don’t normally bother with. It’s too early to say whether there’s any benefit, but it does mean I could print at slightly higher temperatures in the future, and is meant to be a little slicker which might help with the huge retractions.
I’d be very tempted to try upgrading this printer down the line to a direct drive setup with an all metal hotend. Its dual Z axis should have no problem with the extra weight.

The printer doesn’t handle bridging very well, and I got sagging even with small overhangs. I spent far too long trying to resolve these issues and even designed and printed a new part cooling fan duct which I installed on a new part cooling fan.

I’m still trying to refine this design so will update the article accordingly. But even just adjusting printing parameters can make a big difference to print quality. And shows how important tried and tested printer profiles for popular slicers are, especially for new users.

The rest of the 3D Benchy print donesn’t look too bad, and I found prints to be quite accurate.
I also tried printing in PETG which also gave decent results. I’m not very optimistic with flexible TPU even though Tronxy claims it’s supported. I’ll give this a go if I upgrade to a direct drive setup.
And although I prefer a removable magnetic PEI sheet as I mentioned earlier, both PEI and PETG prints stuck well to the bed and weren’t too difficult to remove. You do just need to be patient and wait for the bed to cool down.

I checked the temperature variation of the heated bed for a Flir thermal imaging camera. There was a fair bit of variation – between 5 and 10 degrees at the higher temperatures so this may be something to watch for with larger prints. But I didn’t have any issues with even the larger prints I tried.
I was able to connect up Octoprint via the USB port and a Raspberry Pi, which enabled full remote control and monitoring of the printer and is handy for calibration via the terminal interface for example adjusting e-steps.
The printer has 32-bit stepper drivers and printing itself is very quiet. Unfortunately the mainboard and hotend fans are noisy and it’s quite distracting if it’s nearby.
Laser engraving and dual extruder
A big attraction of this printer is the laser and dual extruder attachments.
The dual extruder setup works with the 2-in-1 hotend for two colour prints. With a single hotend you can manually change colours between layers if you want, but with this hotend you should be able to print single layers with two colours. The simple Yin and Yang example on the SD card is a good example.

To install the dual extruder you need to remove the fan shroud and hotend and remove the heater cartridge and thermistor. Then install the dual extruder hotend, reinstalling the heater cartridge and thermistor. The dual extruder needs to be bolted to two hex studs which need to be installed first. You then have to move the hotend and part cooling fans to the larger fan shroud and bolt the fan shroud back on. This is another advantage of installing quick release connectors to the fans as I described above. Then you bolt on the second extruder and plug in the loose cables.
Slicing models for dual extrusion is not an easy task. There’s very little information on this and the manual only covers very basic setup in Tronxy Slicer.

I spent hours trying to get successful prints from the dual extruder, with constant back and forth with Tronxy support. The hotend would just clog usually within a few minutes of starting a print.
Tronxy finally admitted there was a fault in their design and that a new dual extruder will be released soon! If I get sent the new design I will give it another go since I do like the idea of true dual colour printing. But it would have to work pretty well since even though you can leave the second extruder installed, swapping hotends and fan shrouds is a lot of hassle.
The laser engraving module is not unique to the Tronxy. You can purchase these lasers relatively cheaply and turn many 3D printers into basic engraving machines. But it’s still nice to have it included with this printer and I was keen to see how it worked.
Installing the 500mW laser engraving module is comparatively simple. It just attaches to the fan shroud. Then you need to attach the 24V to 12V converter to the side of the upper assembly. The most fiddly bit is removing the cable cover and swapping the part cooling fan connector with the connector from this converter. Controlling the part cooling fan via gcode now controls the laser.

Tronxy provides brief instructions on how to use the laser with the supplied Lasergrave software but I started off trying to print the supplied gcode files. With a little bit of experimenting I did get successful prints on some scrap bits of wood. It’s quite fun seeing a print being burnt into wood and it works pretty well. Unfortunately the supplied software is in Chinese so it’s not easy to turn your own text and graphics into prints. I did manage to print some simple text but will need to experiment further when the new software is released. It could be useful if you very occasionally need to do some basic laser engraving, otherwise I’d consider a dedicated small machine – a Neje entry level machine costs as little as $65.
Conclusions
I’ve probably spent longer reviewing this printer than any other piece of tech I’ve looked at recently. I do like the concept of a printer at this price point having additional capabilities. It saves cost and space. But unfortunately this printer isn’t quite finished. The 2-in-1 hotend currently doesn’t work at all, and the laser engraving module needs some accompanying easy to use software to make it accessible to everyone.
The printer itself has more going for it. It’s easy to assemble and fairly easy to use once you understand how the automatic bed levelling works. With its dual Z axis it could be an interesting contender for a direct drive upgrade. It’s a personal preference, but I also plan to upgrade the bed to a magnetic PEI spring steel sheet.
I’m still after the perfect 3D printer for a beginner, and I don’t think this printer fits that bill. Perhaps if Tronxy could spend time developing tried and tested printer profiles for popular slicing software, together with clear instructions on printer setup in these applications it would have wider appeal. Hardware is just half of 3D printing, especially as the technology becomes more mature and mainstream.
Still if you’re happy to tinker a little bit, and perhaps use the printer as a platform to upgrade, this may be the printer for you. And I still hold out hope for a working 2-in-1 extruder implementation, which could offer a real selling point for this printer.
Don’t forget to also check out my YouTube channel where I’m releasing videos every week on the latest technology and how to get the most out of it. If you tap the bell icon when you subscribe you’ll get a notification as soon as I release a video, and there’ll be a link to my site here for the written article. YouTube is also the best place to leave a comment. I read all of them and respond to as many as I can!
Tronxy XY-3 SE 3-in-1 3D Printer: https://amzn.to/3q4s5Ki
1.24 Firmware: https://drive.google.com/file/d/1uO60nHZ2T1drPpKtvHBEu_wlBzTfsy6S/view?usp=sharing
Leave a Reply